Come ogni tecnico di filatura ben conosce, la qualità del filato prodotto da qualsiasi tipo di assortimento di carderia è fortemente influenzata dallo stato delle guarnizioni con cui questo è guarnito. Una corretta manutenzione delle stesse ne consente un'efficienza costante ed una più lunga durata con conseguenti importanti risparmi in fase di sostituzione di tali importanti accessori. La manutenzione delle guarnizioni si effettua ogni volta si devono pulire ed ogni volta si devono molare.
Per quanto riguarda la pulizia consigliamo solo prodotti originali come le ns. cardine di pulizia aventi specifiche adatte alle guarnizioni da pulire in termini di diametro fili, densità ed angolo di pulizia.
Accessori per manutenzione
-

Scarsette per registrazione
-

Cardine
-

Portacardine metallico
-

Planciotti
-

Portacardine in legno
-

Portacardine in legno






Per quanto riguarda la fase di molatura consigliamo di evitare l'uso intensivo del cilindro corridore o di altra apparecchiatura atta esclusivamente alla molatura piana delle guarnizioni in quanto, pur consentendo una superficie perfettamente liscia del cilindro guarnito, tale operazione fa perdere ai denti la finitura con cui vengono consegnati all'utilizzatore dalla ns. ditta e crea spesso problemi di neps o di insufficiente cardatura, specialmente nel caso di lavorazione di fibre fini e finissime.
Consigliamo invece l'uso della ns. rettifica a due motori, il primo di sola traslazione della testa molatrice ed il secondo di rotazione delle mole o dei dischi installati sulla testa molatrice. Tale caratteristica consente una più efficace azione di manutenzione grazie all'elevata velocità di rotazione, oltre 3500 r.p.m.. Inoltre, grazie alle speciali proprietà costruttive, due tubi ad elevata resistenza, rettificati e di limitatissima flessione, vengono evitate indesiderate vibrazioni e sono possibili operazioni di molatura laterale e lucidatura altrimenti precluse con altro tipo di apparecchiature.
Le istruzioni che seguono sono estremamente indicative perchè il montaggio di guarnizioni elastiche per carda è molto influenzato dall'esperienza del tecnico che esegue il lavoro, dal tipo dell'attrezzatura per il montaggio, dalle condizioni ambientali, ecc.
Vorremmo soltanto dare alcuni suggerimenti generali senza entrare nello specifico know-how del montaggio di guarnizioni elastiche per carda, che riteniamo sia impossibile esporre nel presente documento.
In ogni caso vorremmo ricordare a tutti i nostri clienti che la nostra ditta è disponibile a fornire assistenza per il montaggio e la manutenzione di guarnizioni elastiche (molatura piana e laterale delle punte con lucidatura a spazzola) con i ns. tecnici specializzati a condizioni da concordarsi.
In generale, per montare una nuova guarnizione elastica, le principali operazioni sono le seguenti:
- Togliere la guarnizione esistente dalla carda;
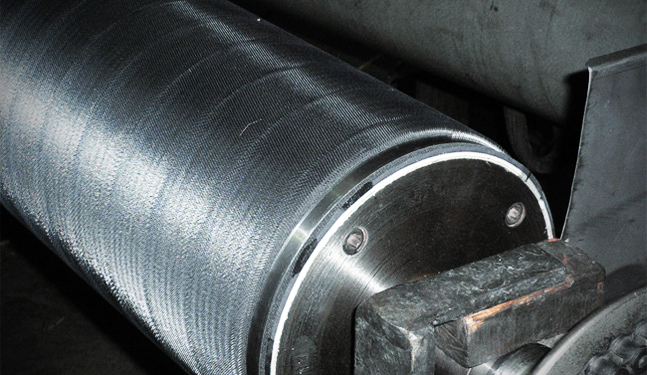
- Pulire accuratamente la superficie del cilindro scoperto con della carda smeriglio facendolo girare a velocità normale;
- Controllare che tutte le parti meccaniche, come cuscinetti, boccole, anelli, ecc., siano in buone condizioni di funzionamento;
- Montare l'attrezzatura per il montaggio sulla carda o sul banco (il tecnico deve assicurarsi che l'attrezzatura sia in buone condizioni di funzionamento meccanico, che la flessibilità della barra tenditrice per guarnire sia accettabile, che il dispositivo per la misurazione della tensione della barra tenditrice per guarnire dia informazioni corrette, che l'argano funzioni correttamente, ecc.);
- Spalmare accuratamente la superficie del cilindro con uno strato molto sottile di olio di lino. E' importante che la quantità di olio sia distribuita uniformemente su tutta la superficie del cilindro. A questo scopo ogni montatore ha un proprio sistema di montaggio, in genere si suggerisce di usare un pezzo di nylon (circa 1 metro in larghezza e 2 metri in lunghezza per tamburo e pettinatore, per esempio) e coprire parzialmente il cilindro dopo aver versato l'olio sulla superficie. Poi il cilindro dovrebbe girare ed il nylon aiuterà a raggiungere la distribuzione uniforme dell'olio. E' importante lasciare che il cilindro continui a ruotare fino all'inizio dell'operazione di montaggio della guarnizione, altrimenti il liquido colerà in basso e ci saranno parti con diverso spessore di olio;
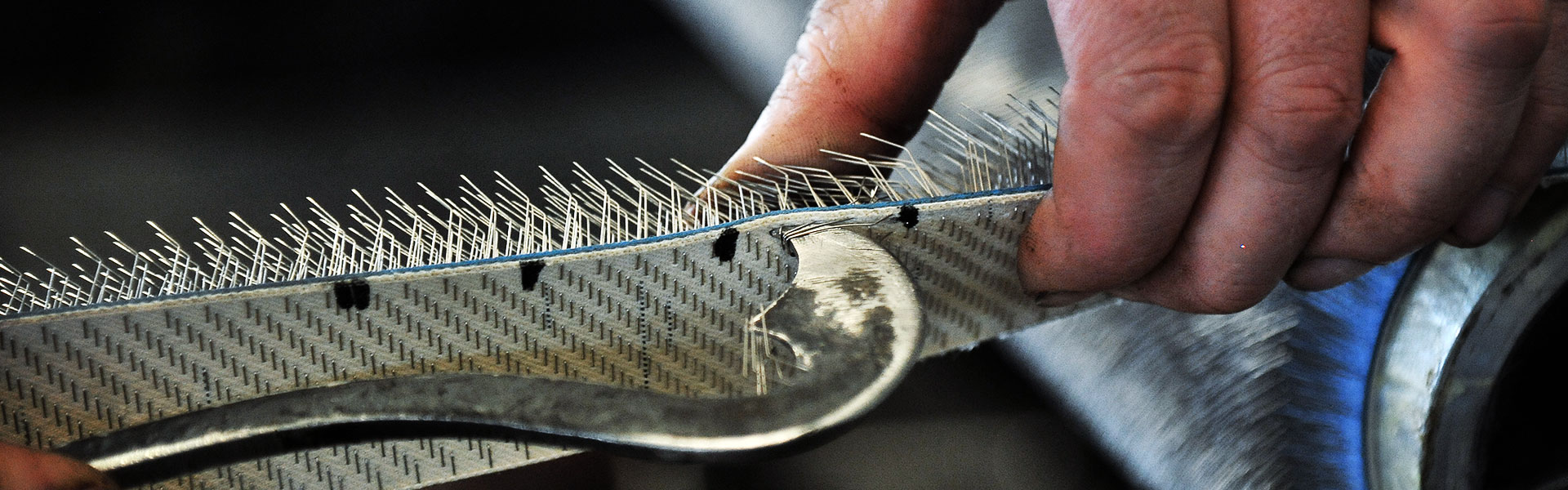
- Cominciare a montare la guarnizione sulla carda in base all'esperienza del tecnico, nel seguito è riportato l'elenco della tensione di montaggio da noi suggerita;
- Per raggiungere un buon risultato di montaggio è inoltre importante non fermare l'avvolgimento della guarnizione sul cilindro fino al completamento dello stesso, allo scopo che questo sia il più regolare possibile;
- Non appena la guarnizione è montata, pulirla con una cardina (fare attenzione durante questa operazione se la guarnizione e su fondazione in feltro);
- Fare una piccola operazione di molatura molto delicatamente a mano, con un planciotto per equalizzare le varie spirali della guarnizione;
- Pulire ancora una volta i denti della guarnizione con una spazzola vegetale.
- Fondazione su 9 tele feltro o gomma (tamburo del primo gruppo cardante): circa 4/4,5 kg per ogni mm di larghezza di guarnizione. Per esempio, se la guarnizione è larga 60 mm, la tensione di montaggio dovrebbe essere di circa 270 kg.
- Fondazione su 7 tele feltro o gomma (se tamburo): circa 3,5/3,8 kg per ogni mm di larghezza della guarnizione.
- Fondazione su 7 tele feltro o gomma (per tutti gli altri cilindri ad eccezione ai tamburi):circa 3,2/3,5 kg per ogni mm di larghezza della guarnizione.
- Fondazione su 5 tele gomma (per volanti): circa 2,5 kg per ogni mm di larghezza della guarnizione .
- barra per guarnire costituita da una struttura di scorrimento in tubo di acciaio alettato e da un carrello di distribuzione del nastro di guarnizione, dotato di misuratore collaudato della tensione di guarnitura. Il carrello, traslante manualmente o con motorizzazione, grazie alla sua struttura con 12 cuscinetti, ha un'estrema facilità di scorrimento ed una perfetta stabilità;
- argani con mandrini universali dotati di motore con inventer adattabili ai diversi tipi di cilindri da guarnire, a velocità variabile per consentire un perfetto accostamento delle spire in fase di montaggio.
- banchi di montaggio e molatura motorizzati con supporti regolabili per le diverse altezze di lavoro e predisposti per montare con facilità e precisione le attrezzature a completamento.